创建强大的管状接头钎焊时,是非常重要的,关节有足够的内表面积关节,即。之间的接合面,使熔融的钎料(BFM)流入,通过毛细管的联合行动。
图1显示了一个典型的管接头,在里面,接合表面平行(夸张的间隙是为了说明目的),两管有一个重叠的距离,满足正常的钎焊要求3 t-6t重叠,在“T”管的壁厚与薄的壁厚。然而,当联合设计并不是直接管状关节,但是,相反,一个丁字接头,两个管子是互相垂直,如图2所示,那么如何有效地这两个管钎焊的在一起?
创建强大的管状接头钎焊时,是非常重要的,关节有足够的内表面积关节,即。之间的接合面,使熔融的钎料(BFM)流入,通过毛细管的联合行动。
图1显示了一个典型的管接头,在里面,接合表面平行(夸张的间隙是为了说明目的),两管有一个重叠的距离,满足正常的钎焊要求3 t-6t重叠,在“T”管的壁厚与薄的壁厚。然而,当联合设计并不是直接管状关节,但是,相反,一个丁字接头,两个管子是互相垂直,如图2所示,那么如何有效地这两个管钎焊的在一起?
描述在先前的文章中我写的热膨胀金属,需要注意的是显而易见的事实,所有的金属将扩大(增长)加热,然后合同(收缩)时冷却。也指出,不幸的是,每一个不同类型的金属以不同的速度扩张/收缩的所有其他类型的金属,这可以导致严重的钎焊问题当有人试图钎两种不同类型的金属(如碳化钨与不锈钢),因为在高温钎焊(可能经常超过2000°F / 1100°C)金属之间的不同的扩张率可能会导致关节完全关闭,或者成为有效钎太大。是非常重要的设计师钎焊的组件的理解,在他们的设计考虑,任何两种金属之间的不同的膨胀率加入(也称为“微分金属扩张”利率,或“测距装置”利率)gap-clearances在钎焊温度会是正确的,从而使好,完成有效的钎焊。
图1显示了一些热膨胀数据的常见的金属,并从室温到钎焊温度,即。,温度超过2000°F (1100°C)。这是非常重要的,因为你可以看到,在图1中所示的曲线图表并不是真正的线性(即。直线)从室温到无论钎焊温度可能被使用,但是确实有一个曲率,有些人甚至有明显的优惠。这些信息是非常重要的在设计组件/组件,将加入了钎焊。
。
自钎焊中扮演一个重要的部分在你的公司的产品,你要安排员工参加一个高性能,为期三天的研讨会于2020年举行。我们的必需品成功钎焊钎焊研讨会涵盖所有商业和航空航天部件。导致改进钎焊操作这些研讨会多次支付的成本研讨会在许多公司!今天注册你的员工!他们将真正受益于有参加这个项目!
2020年地点和日期:
2020年10月13 - 15,-斯帕坦堡,南卡罗来纳(SC)
2020年11月17日- 19日—Simsbury、康涅狄格(CT)
2021年4月13 - 15,Simsbury、康涅狄格(CT)
2021年6月22 - 24,凡奈,加州(CA)
凯& Associates的网站上注册请点击这里。
这个月我们开关的方向看一个独特的问题,可以由torch-brazers甚至没有意识到它。这是一个问题,我观察到的钎焊商店(包括真空钎焊商店)多年来,再次的另一个例子,刚过去的这个月。火炬钎焊,我教过许多数百人在过去的50年里,和我认识的一个过程,理解很不幸的是可以容易被误解和误用,特别是那些有强烈welding-background。吹管焊接和火焰焊接是非常不同!适当的火焰焊接涉及三个重要步骤:(1)广泛加热整个接头与一个或多个玫瑰花瓣(multi-flame)火炬技巧,举行足够远的组装,这样强烈的局部加热不会发生;(2)钎料(BFM)线/杆从来不是美联储直接通过火炬火焰;和(3)火炬传递热量是远离关节的上边缘尽可能这样广泛的火炬传递的热量可以保持整个联合热的长度,因此可以把熔融BFM分成,和通过联合,导致只有一个小关节角的顶部边缘。
今天的钎焊技术是基于一个坚实的基础的钎焊经验世界各地的许多人在一段几十年(甚至几个世纪)。我现在已经非常活跃在世界近50年,钎焊,钎焊的世界上喜欢我的前辈,我已经学到了很多关于这个迷人的加入过程(和我仍然学习)。在这篇文章中,我想与你分享我的一个钎焊经验从很多年前,一个涉及高温18之间的不均匀膨胀”(45厘米)直径工具钢死和硬质合金薄板(圆片)需要钎焊的wear-protection死前的表面。
当试图钎材料有广泛不同的热膨胀系数(COE),膨胀率较高的材料(COE)将增长速度比其他在加热和收缩(合同)快当钎焊温度的冷却。一旦两个不同材料焊接在一起,开始冷却,这两个材料的收缩率差异可以产生显著的剪切应力在它们之间的钎焊的界面。在某些情况下,这些压力可以是如此强大以至于薄焊接头界面可能会撕裂,或可能导致压裂的贱金属,或者打开一个巨大的裂缝通过BFM层本身。正是这种极端,非常真实,不均匀膨胀的问题,我们必须解决在今天的“历史的教训”。
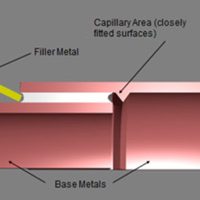
关于钎焊填充金属是一个重要的指南(BFM)需要遵循执行任何类型的钎焊时——即是非常重要的饲料钎料的一侧(BFM)联合钎焊的,允许,熔融BFM拉完全通过毛细管作用,直到BFM联合联合的另一边是可见的,并可以产生一个完整的braze-fillet(半月板)(或在)另一端的关节。
如图1所示,BFM线被母狼进钎焊的接头的一端(比预期的更厚差距显示仅出于演示目的),和BFM流到另一边的联合,它可以检查完整的度过难关。这是一个合适的钎焊中,“你喂的一边,和检查”。
它从来都不是明智的饲料两边BFM的联合,因为这样做可以捕获空气,水分泡沫,脱气材料,等等,传入的两堵墙之间的关节内熔融BFM,因此极大地提高了空隙度的联合。图2显示了一个示例的一个圆形的横截面照片电触头钎焊的到一个平面上,在BFM应用完全在一个圆盘形的部分是钎焊的下面的衬底。当BFM融化并试图进入关节,它不能这样做,因为关节内的空气和其他污染物可以逃到外面自“液体BFM墙”阻止它。因此,只有一个角形成联合的外面,但没有流到关节,如照片在图2所示。
壳和管热交换器(年代)已经使用了许多年的广泛的行业,包括航空航天、炼油厂、化学加工、饮料行业和制药行业,等等。
钎焊越来越期望joining-method“密封”这些热交换器从任何内部或外部泄漏。在本文中,我将看一些年代的内部特征,选择密封使其密封的,然后在文章的最后,我将讨论一些重要的要求适当的联合设计,钎焊可用于成本效益使许多年代tube-to-header气密连接在同一时间!典型的壳&换热器是图在图1中,横断面视图的一个是图2所示,可以看出一个外壳包围着一束管壳内。